

This post is also available in:
Una galvanizadora que quiera obtener el mejor beneficio de las condiciones cambiantes del mercado ha de ser capaz de adaptarse rápidamente a los cambios. Para ello debe recurrir a herramientas de mejora, prevención, solución de problemas y administración, tener hábitos que influyan en la cultura empresarial de sus trabajadores y disponer de Iiderazgo congruente que motive el cambio y el autocrecimiento. Este es el marco de actuación de nuestro Lean Galvanizing, una metodología propia basada en Lean Six Sigma y caracterizada por nuestro conocimiento profundo de la galvanización general.
En una planta de galvanizado solo del 5% al 10% de las actividades agrega valor; el resto es desperdicio (en japonés, MUDA). Eliminar progresivamente el desperdicio significa eliminar costes y aumentar la productividad: es decir, ganar mayor competitividad. Los desperdicios vienen causados, en su mayoría, por políticas de empresa y formas de pensar que nunca han sido revisadas ni mejoradas. Otras causas de baja productividad que contribuyen a aumentar los costes son la sobrecarga (MURI) y la variabilidad de los procesos (MURA). Todos ellos son causas de baja productividad a los que Lean Galvanizing da solución.
Lean Galvanizing tiene fuerte impacto en los gastos y en los resultados financiero de la empresa a medio y largo plazo. El presente proyecto fue abordado sabiendo que sería parte del plan estratégico de la planta de galvanización, dado que sus gestores eran los primeros convencidos en la necesidad de afrontar el futuro en mejores condiciones de empresa.
Para elaborar el plan de implantación fue preciso tanto conocer a fondo el nivel de madurez de los procesos con respecto a una empresa Lean, como tener la certeza de que no iba a representar una moda pasajera sino que se vincularía con los objetivos estratégicos y las metas del negocio.
EL PUNTO DE PARTIDA
- En 2017, la planta era una empresa tradicional del sector del galvanizado en plena transición hacia un modelo Lean, impulsada por la visión y determinación de su director general (socio de la empresa) y de su adjunto a dirección. Con anterioridad, la plantilla había sufrido profundas modificaciones, estando constituida en esa fecha por un grupo directivo joven y dinámico junto a un recién llegado responsable de producción con experiencia en el mundo de la automoción y el Lean Manufacturing.
- La película de producción era la tradicional. Los camiones llegaban con material, este era descargado y se empujaba hasta la zona de montaje donde daba inicio el proceso. La sensación era que cada uno de los procesos o etapas se optimizaban de manera individual buscando maximizar la productividad, pero sin conceder importancia al equilibrio.
- Los operarios estaban especializados en determinadas actividades y siempre realizaban el mismo tipo de tareas. El mantenimiento de equipos, útiles y maquinaria era llevado a cabo por personal especializado, centrándose en los fallos o incidencias, pero sin apenas llevar a cabo acciones preventivas.
- La calidad y control de los procesos era menos relevante que la revisión al finalizar el proceso. La inspección era un pasa/no pasa del material galvanizado según normativa, pero su retroactividad con la etapa de producción era limitada, por lo que no servía para impedir que se produjeran nuevos defectos y desperdicios.
- La planta operaba con altos niveles de stock de materia prima y material en proceso y acabado. El zinc se trataba como un activo financiero, pero el resto de insumos eran gestionados de manera desigual, llegando a producirse momentos de desabastecimiento para situaciones puntuales de actuación (control de tinas).
- Había fuertes desequilibrios en el flujo de materiales, ya que se tendía a perfeccionar la producción en cada puesto de trabajo. Los cuellos de botella se afrontaban con resignación.
- Respecto a la situación del galvanizado, los controles y decisiones del proceso se venían produciendo de la manera tradicional y con mucha inercia, pese a la sensación de que podía plantearse un estándar de calidad propio para la empresa. En muchas ocasiones este barullo de decisiones venían provocadas por las recomendaciones de los distintos proveedores, contradictorias o incoherentes entre sí cuando no alejadas del diseño de producción de la planta.
- Era habitual ver material desordenado por todas partes, suciedad acumulada, tiempos perdidos y muchas oportunidades de mejora pese a los esfuerzos del director por inspeccionar la planta cada cierto tiempo. Los operarios no estaban formados para trabajar de distinta manera y los procedimientos o protocolos de trabajo no se auditaban con la debida frecuencia.
- Pese a todo lo anterior, la planta era competitiva y exhibía una buena calidad y un excelente servicio.
Lo anterior podía resumirse en los siguientes apartados.
Lean Management
- Área de Dirección referencial, rodeada de un equipo joven y dinámico, con capacidad resolutiva
- Área de Producción con reciente incorporación del responsable, comprometido con Lean Manufacturing.
- Área de Logística casi inexistente, centrada en la planificación de las órdenes de trabajo.
- Área de Gestión sin interacción con la cadena de valor.
- Área Comercial de corte tradicional y con limitada involucración en aspectos operativos.
- Área de Calidad de satisfactorio conocimiento normativo, pero sin control estadístico del proceso.
- Área de Proceso con deficitario control de tiempos, alta variabilidad y abundantes tiempo muertos y desperdicio.
- Medios materiales suficientes, pero mejorables, con tiempos de acabado excesivamente largos.
- Estaciones de trabajo en repasado sin disposición estudiada, con taponamientos continuos.
- Baja productividad, consumos altos, elevada variabilidad.
Desperdicios
- Sobreproducción: evidencia de mayor capacidad de la necesaria y trabajo por empuje constante.
- Tiempos de espera: abundantes tiempos muertos en crisol. Desequilibrio de los ciclos de producción.
- Transporte: alto tiempo invertido en transportar piezas. Los movimientos interferían con el trabajo.
- Sobreprocesamiento: procesos ineficientes con tareas sin valor añadido (repasado, rehabilitación)
- Inventarios: almacenamiento de producto intermedio en baños y áreas de repasado.
- Movimientos: desplazamientos para buscar herramientas, agacharse, inclinarse, girarse…
- Defectos: la ausencia de control estadístico generaba un número representativo de no conformidades
- Talento humano: la planta empleaba creatividad y los operarios aportaban ideas
MURA / Variabilidad
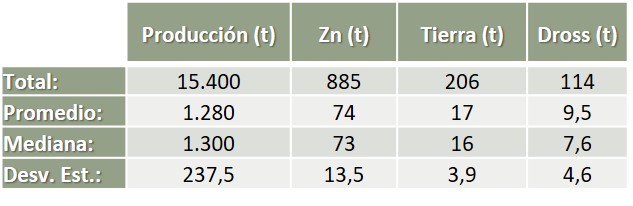
El año 2017 se caracterizó por un descenso acusado del mercado respecto a años precedentes. La producción total de la planta se situó en algo más de quince mil toneladas de acero galvanizado, lo que representaba un 26% menos que el año 2016.

El dato del consumo de zinc tiene su importancia y no solo por los ahorros que se puedan producir si se minimiza, sino porque es una medición directa del control del proceso. Si tomamos como límites superior (USL) e inferior (LSL) de especificación los valores de 4% y 6% (considerados como lógicos para galvanización general), se deduce que solo el 54,6% del material galvanizado en 2017 se encontraba en ese rango, lo que equivalía a un nivel sigma de proceso de 1,62 (muy bajo). De hecho, el estudio de capacidad del proceso lo reflejaba.

De importancia era también la producción de residuos que se generaban (dross o matas, y cenizas o tierras), por ser consumo directo de zinc. En muchas plantas, estos subproductos se reciclan o venden a fundiciones para recuperar el zinc, pero a un precio que oscila entre el 75% y el 40%, respectivamente, del precio nominal del zinc. Son, por tanto, un coste inequívoco.


Un estudio de regresión entre consumos de Zn y producción de cenizas evidenciaba la variabilidad del proceso. Para 2017, el modelo matemático de producción de tierras era: Tierras (Kg/t) = 8,1 + 0,094 Zn (Kg/t).

La variabilidad del proceso durante 2017 también quedaba evidenciada en los registros de tiempos de inmersión y los espesores producidos del material galvanizado. De estos datos se pudo determinar una aproximación al crecimiento de la capa de galvanizado para determinar cuál era el tiempo de referencia. Que la moda de los datos coincidiese con 85 micras anunciaba una oportunidad de mejora en cuanto a la disminución de consumos.

MURI / Sobrecarga
El análisis de los tiempos de ciclo de cada etapa del proceso permitió demostrar la sobrecarga de trabajo existente en la planta durante 2017. Sorprendía, por tanto, que el TCT (tiempo de ciclo total) del proceso apenas hubiese variado de un año a otro, pese a la distinta presión de mercado existente (de 21.000 t en 2016 a 15.300 t en 2017).

Algunas evidencias advertían que determinados pasos del proceso, como el flux y los decapados, actuaban como buffer WIP (work-in-progress) del proceso.

MM.PP./ Galvanización
El control de los baños de tratamiento se encontraba en una situación mejorable:
- El desengrase ácido, con ortofosfórico, se encontraba al límite de la solución tampón
- El flux estaba desequilibrado (ACN), con muy baja concentración y un pH excesivamente alto
- El número de análisis químicos era insuficiente y su periodicidad baja
- Había falta de comunicación entre producción/calidad/laboratorios

- Salvo en un caso, todas las tinas de clorhídrico se situaban en la zona de decapado lento debido a sus bajas concentraciones de Fe.
- Asimismo, se encontró evidencias de contaminación con cloruro de zinc, proveniente del deszincado de las cadenas de amarre.
- El flux se encontraba desequilibrado y con una densidad muy pobre, lo que suponía frecuentes reprocesos.
- El consumo medio de HCl en 2017 era de 23,20 Kg/t (la referencia está en 17 Kg/t)

La regeneración de las cubas de decapado no se realizaba conforme a la curva de Kleingarn, lo cual explicaba tanto el elevado consumo de clorhídrico como el bajo rendimiento de los baños.

MM.PP./ Control de Calidad
- El objetivo del indicador de No Conformidades (internas y externas) se encontraba situado en 1%. Este valor no se cumplió en 2016, con un 1,55% de defectos (nivel sigma de 3,83). En 2017 este valor bajó a 1,19%, pero igualmente no se estaba cumpliendo el objetivo.
- Resultó difícil hacer entender que el uso de la inspección + reprocesado para paliar las NCs no suponía una mejora ni tampoco un control de proceso.
- Pese a que no existía registros del coste de reparación de los defectos, pudimos situarlo entre el 0,5% y el 1% de las ventas.
MM.PP./ Productividad
- Uno de los datos que más sorprendía en 2017 era la baja productividad en Kg/p/h, con un promedio de 40 (en Europa, para una planta de este tipo, ese valor se encuentra entre 125 y 220, dependiendo del tipo de material). Una de las razones había que buscarlas en la rigidez estructural de la MOD fija, al no existir la posibilidad de contratación temporal, lo cual representaba un motivo magnífico para aplicar metodologías Lean con las que revertir esta situación.
- Respecto a la capacidad de producción, medida en saturación térmica del crisol, esta se hallaba en el 21%.

LEAN GALVANIZING: LA METODOLOGÍA DEL CAMBIO

Lean Galvanizing es una metodología de implantación Lean Six Sigma específicamente orientada a plantas de galvanización en caliente. Posee herramientas de diagnóstico (VSM), operativas (5S, SMED, TPM, KANBAN) y de seguimiento (KPIs, Gestión Visual). Solo con 5S la planta ya mejoró su productividad. Los retrasos y defectos de las dobles inmersiones se corrigieron con SMED. La planta diseñó su propio sistema Kanban, atendiendo a las necesidades de material, y fue mejorándose conforme la producción pasaba a ser más continua.
La formación resultó crucial para estabilizar los factores humanos, y la implantación se benefició de un extraordinario liderazgo por parte de la Alta Dirección, cuyo compromiso y motivación fue ejemplo para el resto de trabajadores.
Las mejoras fueron estandarizadas conforme a lo dispuesto en el Sistema de Gestión de Calidad ISO9001 que se encontraba certificado. De hecho, las auditorías internas de los procesos y mejoras se efectuaron siguiendo un esquema LPA, propio del sector automoción. El trabajo estandarizado hizo posible una aplicación congruente de todos los elementos de Lean Galvanizing al definir métodos de trabajo más eficientes para lograr mejor calidad y costos más bajos. Hay que señalar que en esta empresa el sistema de estandarización y auditoría estaba muy bien desarrollado, lo que aseguró la rápida y efectiva estandarización de las mejoras.
Toda la mejora continua se realizó siguiendo la metodología Kaizen (tanto en proyectos como en eventos) siguiendo el ciclo PDCA. Resultó crucial diseñar una nivelación de la carga operativa en planta, para lo que se recurrió a Heijunka (basado en el anteriormente citado Kanban), siendo esta metodología una de las más cruciales a la hora de experimentar el importante aumento de productividad.
El objetivo se iba a conseguir solo si nos aproximábamos lo suficiente a un paradigma de producción continuo, por lo que fue decisivo controlar los TaktTime y sustentarlo en un proceso PULL (de nuevo, apoyado en Heijunka+Kanban). En cuanto a calidad, se diseñaron algunos Poka-Yokes y se adaptó el sistema de control de tiempos que se había adquirido hasta ajustarlo a las necesidades de la planta. Asimismo, se estandarizaron las buenas prácticas de galvanización, capacitando a los operarios para ello.
El cuadro sinóptico de las implantaciones que fueron efectuadas responde al siguiente esquema:

La metodología Lean Galvanizing perseguía, por una parte, aumentar la velocidad del proceso (mediante el ciclo PDCA de Lean Manufacturing) y reducir la variabilidad del mismo (mediante el ciclo DMAIC de Six Sigma). La aplicación de Lean Manufacturing involucró a todos los trabajadores, mientras que las mejoras con Six Sigma se efectuaron mediante un grupo reducido de trabajo (responsables de departamento y jefes de área).

«GO LIVE!»: LA SITUACIÓN FINAL
Al cabo de 18 meses de trabajo, la situación resultante podía describirse del siguiente modo:
- En enero 2019, la planta podía ser considerada como una empresa Lean del sector del galvanizado.
- La película de producción había pasado de empujar (PUSH) a tirar/jalar (PULL).
- Los operarios fueron capacitados para ser polivalentes.
- El mantenimiento era productivo y una parte del mismo lo realizan los propios operarios.
- Los resultados de inspección servían de retroalimentación para introducir mejoras en el proceso
- El almacén de materia prima estaba ordenado y controlado
- El flujo de material era continuo.
- Se gestionaba el proceso según mejores prácticas del galvanizado y la planta pudo establecer su propio estándar de calidad, mejorando el de toda la competencia.
- Había limpieza y orden por toda la planta. Los clientes acudían a la planta a ver las mejoras por sí mismos.
- La empresa implantó Lean Office a nivel Marketing y Comercial. De hecho, la estrategia de venta se modificó radicalmente para que los clientes percibieran que trataban con un proveedor Lean Six Sigma (muchos de los clientes pertenecían al sector automoción, con sus propias implantaciones Lean Six Sigma)
La mejora en valor añadido resultó evidente. Los tiempos de ciclo se redujeron drásticamente. Durante 2018 se alcanzó casi un 40% menos de TCT. En 2019, la planta estaba en condiciones de efectuar cada ciclo de producción en 1,8 horas (respecto a las 4,4 horas de 2017).

En cuanto a No Conformidades, se pasó del 1,19% de 2017 a 0,28% en 2018. El nivel sigma se amplió de 3,8 a 4,3. Est fue debido a una estricta aplicación de las mejores prácticas. Baste con indicar el ejemplo del decapado y el flux: todos los baños de decapado pasaron a operar en equilibrio (a distintas concentraciones) y el flux se estabilizó.

El uso de la curva de Kleingarn supuso un ahorro de 2,7 Kg de HCl por tonelada galvanizada(22.400 litros menos de clorhídrico al año), reduciéndose la variabilidad (desviación estándar) de 4,4 a 3 Kg/t. Este descenso se tasó en un 11,7%, hasta los 20 Kg/t.
El consumo de zinc por tonelada disminuyó hasta 55,4 Kg/t (un 3,6% menos que en 2017). Con este dato, la planta ahorró en 2018 más de 114.000 dólares en zinc.
Igualmente disminuyó la generación de matas/dross hasta 4,90 Kg/t (un descenso del 34%), lo que significaba un ahorro de 34.000 USD (suponiendo una recompra al 75% del valor nominal del zinc). También disminuyó la producción de tierras/cenizas en un 22%, lo que equivalía a un ahorro anual de 90.000 USD para un valor de recompra del 45% .
Una consecuencia importante fue la mejora de la capacidad de todo el proceso. Y en cuanto a la eficiencia operativa, la planta pudo reducir los tres turnos a solo un turno y medio, por lo que la mejora teórica se situaba en un aumento en la facturación de 2,5 millones de dólares por liberación de capacidad de producción
.