

This post is also available in:
Una gran empresa española del sector de la alimentación detectó, en una de sus líneas productivas, la oportunidad de reducir la variabilidad del peso neto del embalado de los productos que fabricaba. La solución a este problema no podía considerarse evidente dada la complejidad del proceso de manufactura. Se trataba de un proyecto Six Sigma casi evidente abordable con metodología DMAIC.
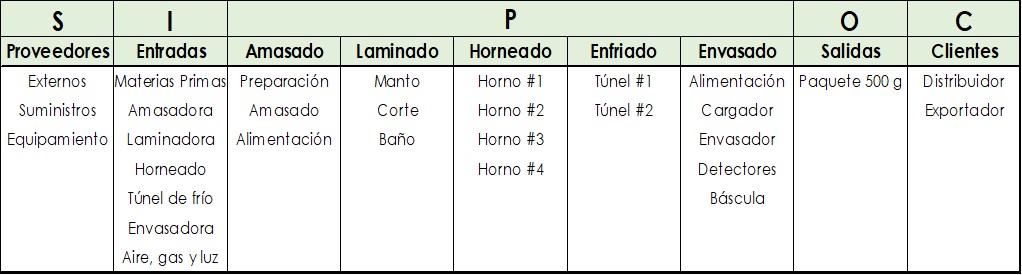
En la Definición del proyecto se consideró la especificación del peso neto de los paquetes producidos, considerado como variable crítica. Igualmente se procedió a dibujar el mapa de proceso, consistente en cinco fases: preparación de la masa, laminación, horneado, enfriado y envasado. El problema se detectaba en la última fase: unas veces los paquetes finales iban con menor peso del debido (500 g, con mínimo legal de 490 g), lo que obligaba a reprocesar con la consiguiente pérdida de capacidad en la línea; otras con exceso de peso, originando pérdidas económicas porque el precio de venta es ajustado de acuerdo al peso neto publicitado.
Se recogió datos de los sistemas de pesaje de la línea de fabricación, obteniéndose que el peso promedio era 505,5 g y una desviación estándar de 7,83 g. Estos datos responden a la siguiente gráfica:

La parte sombreada de azul representa el producto conforme. De aquí se deduce que el principal problema al que se enfrentaba la línea era a la alta probabilidad de exceso de peso neto, siendo el reprocesado de producto rechazado de menor consideración. Ambas, no obstante, suponían unos 60.000 EUR de pérdidas anuales.
Como objetivo se fijó reducir en un 30% las pérdidas por rechazo (estrechando la curva) y posteriormente desplazar el promedio hacia la derecha para reducir las pérdidas por exceso de peso neto. Los agentes participantes fueron designados a partir del SIPOC del proyecto.
En la etapa de Medición, se determinaron los parámetros de control a partir del gráfico Ishikawa:

Sin embargo, eran demasiados parámetros como para efectuar mediciones en todos ellos. Se debía ponderar su importancia relativa y así se hizo en una de las reuniones del equipo de trabajo con los responsables. Estos correspondieron con las etapas de fabricación del producto, junto con los estándares empleados y la fórmula culinaria:
 En todas las etapas del proceso de fabricación se determinaron los parámetros críticos y se procedió a efectuar mediciones de todos ellos.
En todas las etapas del proceso de fabricación se determinaron los parámetros críticos y se procedió a efectuar mediciones de todos ellos.
- Etapa de amasado. Son críticos (X) el peso de la masa, el tipo de amasadora, la cantidad de agua, el tiempo de batido para lograr homogeneidad, el tiempo de amasado, la cantidad de gasificante y el nivel de masa alcanzado que influirá en el tiempo de reposo.
- Etapa de laminado. Eran críticos (X) el nivel de la tolva que dará idea de si la masa está más o menos seca, el ancho del manto, la velocidad de la cinta, la velocidad de la banda de corte y la velocidad de moldeo. El parámetro de salida Y=f(X) era el peso de cada unidad de producto.
- Etapa de horneado. En esta etapa eran críticos (X) el tiempo de cocción, la temperatura, el reparto de calor y el número de extracciones. El parámetro de salida Y sería el peso de cada producto una vez cocido.
- Etapa de enfriado. Eran críticos (X) la velocidad del túnel de frío y la temperatura. El parámetro de salida Y=f(X) era el peso de cada unidad enfriada.
La recogida de datos se efectuó eligiendo un lote de control y tomando datos del mismo para cada etapa durante 10 minutos, con la condición de que estuviesen los mismos operadores en los mismos puestos, con el fin de eliminar la variabilidad de la mano de obra. El lote de control se dividió (salvo en el amasado) en 4 zonas paralelas al sentido de avance de la masa.
En la etapa de Análisis se hizo una representación de los datos de corrida y se comprobó que los datos seguían una distribución normal.

Una de las hipótesis que se necesitaba comprobar era la existencia de relación entre el peso del producto laminado y el del producto enfriado. Para ello, se determinó la correlación entre ambos:

En efecto, quedaba demostrado que ambos parámetros se encontraban estrechamente ligados entre sí. eso significaba que cualquier estrategia orientada a reducir la variabilidad entre las etapas de laminación y horneado contribuiría a reducir la variabilidad en el final de línea. De hecho, en el cuadro siguiente podía apreciarse la variabilidad en cada una de las 4 zonas en que se subdividió el manto bajo control:

En la etapa de mejora (I) se propusieron y discutieron todas las opciones que, para los parámetros críticos (X), habrían de influir en la variabilidad del proceso, una vez analizados los datos.
- Etapa de amasado. Se propuso reducir la cantidad de masa, emplear siempre el mismo tipo de amasadora o calibrar mejor las dos existentes (y más frecuentemente) para que homogeneizar lo más posible el trabajo, modificar la cantidad de gasificante y comprobar la tolerancia, modificar la cantidad de masa final y comprobar la tolerancia, fijar el nivel óptimo de volcado de la masa e implantar un sistema electrónico de control del amasado.
- Etapa de laminado. Se propuso reducir de manera similar el espesor en todos los rodillos y modificar la velocidad de corte para que se contrajera menos la masa.
- Etapa de horneado. En esta etapa se propuso reducir los rangos de variación de encendido y apagado de los quemadores e igualar la extracción de vapores para minimizar la convección entre las cámaras.
- Etapa de enfriado. Se propuso reducir la velocidad del túnel de frío.
La matriz de coste beneficio permitió discernir qué propuestas debían priorizarse atendiendo al coste de implantación de las medidas y su impacto en el resultado final. Así, de las 12 propuestas, se desestimaron el calibrado de las amasadoras y la implantación de un sistema electrónico de control por su alto coste y bajo impacto. Las restantes fueron aceptadas.
Con cada una de ellas se confeccionó un sencillo plan de acción, indicando qué departamento era responsable y el plazo para realizarlas.
La etapa de Control se inició cuando todas las medidas fueron implantadas (al cabo de dos semanas). Se volvió a medir los pesos del producto envasado, para disponer de la misma referencia que se tuvo en los datos iniciales, obteniéndose una desviación estándar de 3,7 g, que era la mitad de la inicial. Esto «estrechaba»la curva. Con esta mejora, se procedió a un nuevo ciclo y se logró disminuir el promedio a 502 g en lugar de los 505,5 g del principio. Con estos datos se pasó de un nivel sigma de 2 aun nivel sigma de 2,7.

Se alcanzó un ahorro anual de más de 50.000 euros a coste cero, porque todas las propuestas eran mejora de los estándares y métodos del proceso.
Por supuesto, se procedió a estandarizar el proceso, integrando toda la información y los parámetros de las acciones implantadas en las fichas técnicas, y ajustando los niveles de tolerancia para asegurar el nivel de variabilidad alcanzado. Asimismo, se confeccionó un plan de capacitación para los operarios en los puestos de control de la línea, por ser ellos los responsables de integrar la información en los gráficos de control diario de cada puesto. De este modo resultaba visible la situación de la línea respecto al objetivo de peso y espesor determinados por el proyecto.